Explicación del proceso de fabricación de sujetadores OEM: lo que los compradores realmente necesitan saber.

Al buscar sujetadores para un ensamblaje, una explicación clara del proceso de fabricación de sujetadores del fabricante original (OEM) puede ahorrar mucho trabajo de comunicación entre los equipos de diseño, compras y control de calidad. Los sujetadores parecen simples a simple vista, pero el proceso desde el alambre o la barra en bruto hasta el tornillo, perno, tuerca o espárrago utilizable implica varias decisiones que afectan el ajuste, la resistencia, la consistencia, la resistencia a la corrosión y, en última instancia, el rendimiento de la línea. Para los ingenieros y gerentes de compras, la verdadera pregunta no es solo cómo se fabrica un sujetador, sino qué partes del proceso son más importantes para su aplicación.
Esto es importante porque un elemento de fijación rara vez se compra de forma aislada. Influye en el diseño, el método de ensamblaje, el acabado, el embalaje y, a veces, en el riesgo de garantía del producto final. Si el proceso no se ajusta bien al diseño, suelen surgir problemas más adelante: desgaste, desprendimiento, daños en el recubrimiento, desviaciones dimensionales o variaciones entre lotes que ralentizan la producción.
Desde la materia prima hasta el sujetador terminado
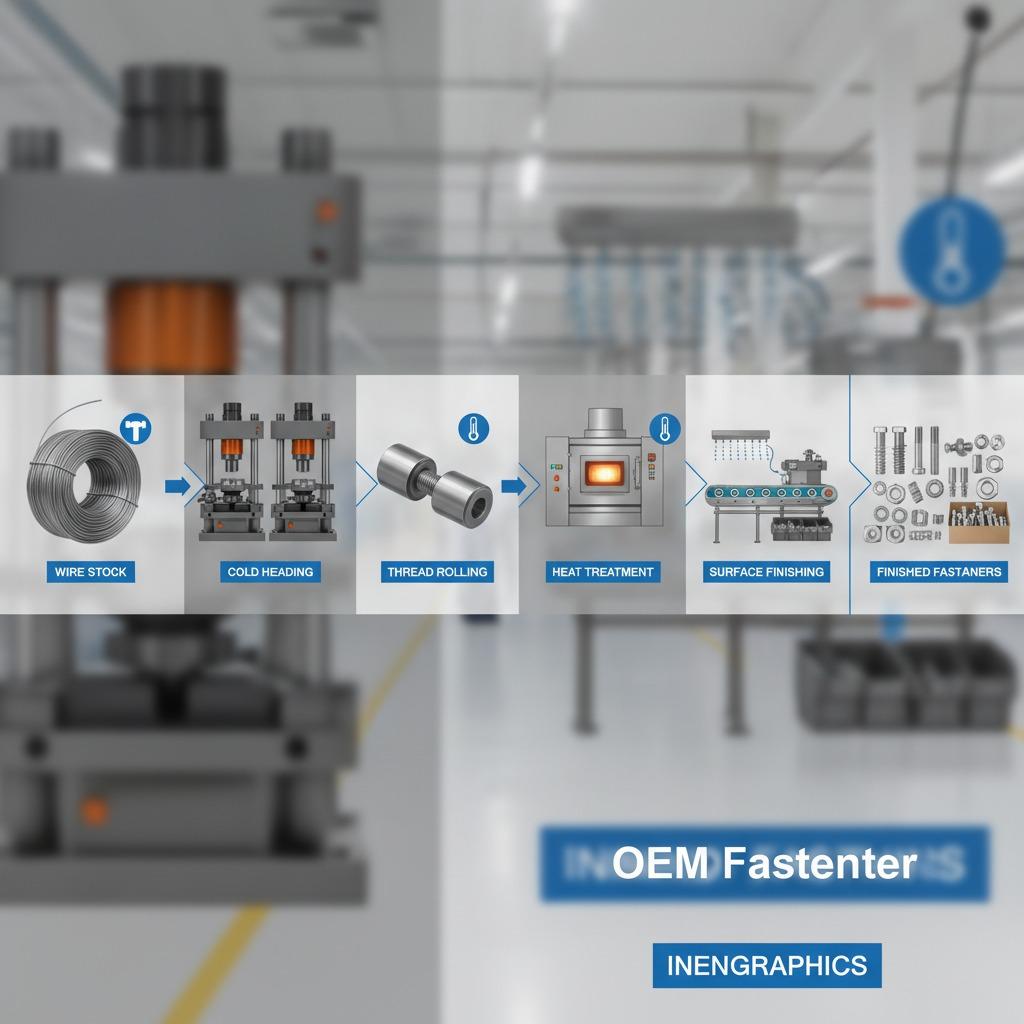
La mayoría de los elementos de fijación de los fabricantes de equipos originales (OEM) se fabrican a partir de alambre, varilla o barra. La elección del material depende del entorno de servicio y del rendimiento mecánico requerido. Entre las familias más comunes se encuentran el acero al carbono, el acero inoxidable y el acero aleado, aunque la selección final siempre debe basarse en la aplicación y no en la costumbre. Un elemento de fijación resistente, aunque esté fabricado con un material inadecuado, sigue siendo un elemento de fijación inadecuado.
El primer paso físico suele ser el conformado. En la producción en serie, el conformado en frío se utiliza ampliamente porque da forma a la cabeza y al cuerpo de manera eficiente, manteniendo la continuidad del material. Para ciertas geometrías, el mecanizado puede seguir siendo preferible, especialmente cuando el diseño requiere longitudes inusuales, roscas especiales o un control más preciso de una característica no estándar. Este es uno de esos aspectos prácticos que los compradores deberían considerar desde el principio, no después de que los planos ya estén finalizados.
Roscado, tratamiento térmico y acabado
Una vez formada la forma básica, se añaden las roscas mediante laminado o corte. El laminado de roscas es común en la producción de elementos de fijación, ya que mejora el acabado superficial y, en muchos casos, proporciona raíces de rosca más resistentes que las roscas cortadas. El corte sigue siendo útil para lotes pequeños o piezas que no se pueden laminar fácilmente.
El tratamiento térmico es el siguiente paso para muchos elementos de fijación de acero. Este paso modifica la dureza y la resistencia, pero también conlleva riesgos si el proceso no se controla cuidadosamente. Un endurecimiento excesivo puede volver la pieza quebradiza; un tratamiento insuficiente puede dejarla demasiado blanda para la carga. Los compradores no necesitan especificar los ajustes del horno, pero deben comprender que el tratamiento térmico no es un mero proceso estético. Es fundamental para el comportamiento del elemento de fijación en servicio.
El acabado superficial es la capa final en muchos procesos de fabricación de fijaciones OEM. Se pueden utilizar recubrimientos, pasivaciones u otros tratamientos para mejorar la resistencia a la corrosión, la apariencia o el comportamiento durante la instalación. El acabado debe ser compatible con el sustrato y el uso final. Por ejemplo, un recubrimiento que funciona bien durante el almacenamiento puede generar problemas de fricción durante el ensamblaje automatizado si no se selecciona cuidadosamente.
Referencia rápida: qué afecta cada etapa
La elección del material influye en la resistencia, la resistencia a la corrosión y el coste.
El método de conformado afecta a la geometría, el rendimiento y la repetibilidad.
El roscado afecta a la calidad del acoplamiento y a la uniformidad de la instalación.
El tratamiento térmico afecta a las propiedades mecánicas y a la durabilidad.
El acabado afecta al rendimiento frente a la corrosión, la fricción y la apariencia.
Este sencillo desglose ayuda a los equipos a decidir dónde centrar su revisión. A menudo, lo más importante no es el tamaño nominal de la impresión, sino si el proceso del proveedor puede mantener ese tamaño y conjunto de propiedades en todos los lotes de producción.
Criterios de selección que los compradores no deben pasar por alto
Un buen análisis de compras comienza con el plano y luego se centra en el entorno de uso. ¿El sujetador estará expuesto a vibraciones, humedad, productos químicos, cambios de temperatura o desmontajes repetidos? ¿Se instalará manualmente o mediante una herramienta automatizada? Estas condiciones influyen en la elección de la combinación adecuada de material, tipo de rosca y acabado.
También es útil preguntar cómo el proveedor controla la recepción de materiales, la inspección durante el proceso y la verificación final. Los métodos de prueba exactos varían según el programa, pero el principio es sencillo: un proveedor de sujetadores debe poder explicar cómo se verifica la consistencia dimensional y el rendimiento mecánico de las piezas sin convertir la respuesta en garantías vagas.
Una advertencia práctica: no dé por sentado que el proceso más económico es la mejor opción. Una pieza que parece económica sobre el papel puede resultar cara si provoca desgaste de las herramientas, retrabajo en el montaje o fallos en el recubrimiento.
Errores comunes en la selección de sujetadores para fabricantes de equipos originales (OEM)
Un error frecuente es especificar solo las dimensiones básicas y pasar por alto el proceso de fabricación. Otro es modificar los requisitos de acabado al final del proyecto, después de la aprobación del prototipo, cuando el nuevo recubrimiento afecta la fricción o la apariencia. En ocasiones, los equipos también comparan proveedores como si todos los elementos de fijación fueran intercambiables, cuando en realidad la misma pieza nominal puede fabricarse mediante métodos muy diferentes.
Un enfoque más adecuado consiste en considerar el proceso como parte de la especificación. Esto no implica complicar excesivamente el dibujo, sino preguntar al proveedor cómo se fabricará la pieza y si ese método se ajusta al uso previsto.
Preguntas frecuentes
¿Un sujetador forjado en frío es siempre mejor que uno mecanizado?
No siempre. El conformado en frío es eficiente para grandes volúmenes y muchas formas estándar, pero el mecanizado puede ser la mejor opción para características especiales, volúmenes más bajos o geometrías difíciles de conformar con precisión.
¿Por qué es tan importante terminar el trabajo?
Porque el acabado afecta a más que la resistencia a la corrosión. También puede modificar el comportamiento del par de apriete, la sensación durante la instalación y el aspecto a largo plazo.
¿Qué debo preguntarle primero a un proveedor de fijaciones?
Empiece por el material, el método de conformado, el método de roscado, el tratamiento térmico y el acabado. Estos cinco puntos revelan la mayor parte de lo que necesita saber sobre la calidad y la idoneidad para el uso previsto.
Siguiente paso para los equipos de abastecimiento e ingeniería.
Si está comparando proveedores, pídales a cada uno que describa su proceso de producción en función de su plano y las condiciones de uso final. Esta conversación permite distinguir rápidamente a los proveedores convencionales de los socios que comprenden la función que debe cumplir la pieza en la práctica. La mejor decisión de aprovisionamiento no suele ser la que tiene el folleto más atractivo, sino la que mejor se adapta a su proceso.