Процесс производства крепежных изделий для OEM-производителей: что покупателям действительно нужно знать.

При закупке крепежных элементов для сборки, четкое объяснение процесса производства крепежных изделий OEM-производителем может сэкономить много времени и сил на согласованиях между отделами проектирования, закупок и контроля качества. Крепежные элементы выглядят просто снаружи, но путь от заготовки из проволоки или прутка до пригодного для использования винта, болта, гайки или шпильки включает в себя несколько этапов, влияющих на посадку, прочность, однородность, коррозионную стойкость и, в конечном итоге, на производительность линии. Для инженеров и менеджеров по закупкам вопрос заключается не только в том, как изготавливается крепежный элемент, но и в том, какие этапы процесса наиболее важны для конкретного применения.
Это важно, потому что крепежный элемент редко является изолированной покупкой. Он затрагивает чертеж, метод сборки, отделку, упаковку, а иногда и гарантийный риск для конечного продукта. Если процесс плохо согласован с проектом, проблемы обычно проявляются позже: заедание, срыв покрытия, повреждение покрытия, смещение размеров или отклонения в партиях, замедляющие производство.
От сырья до готового крепежа
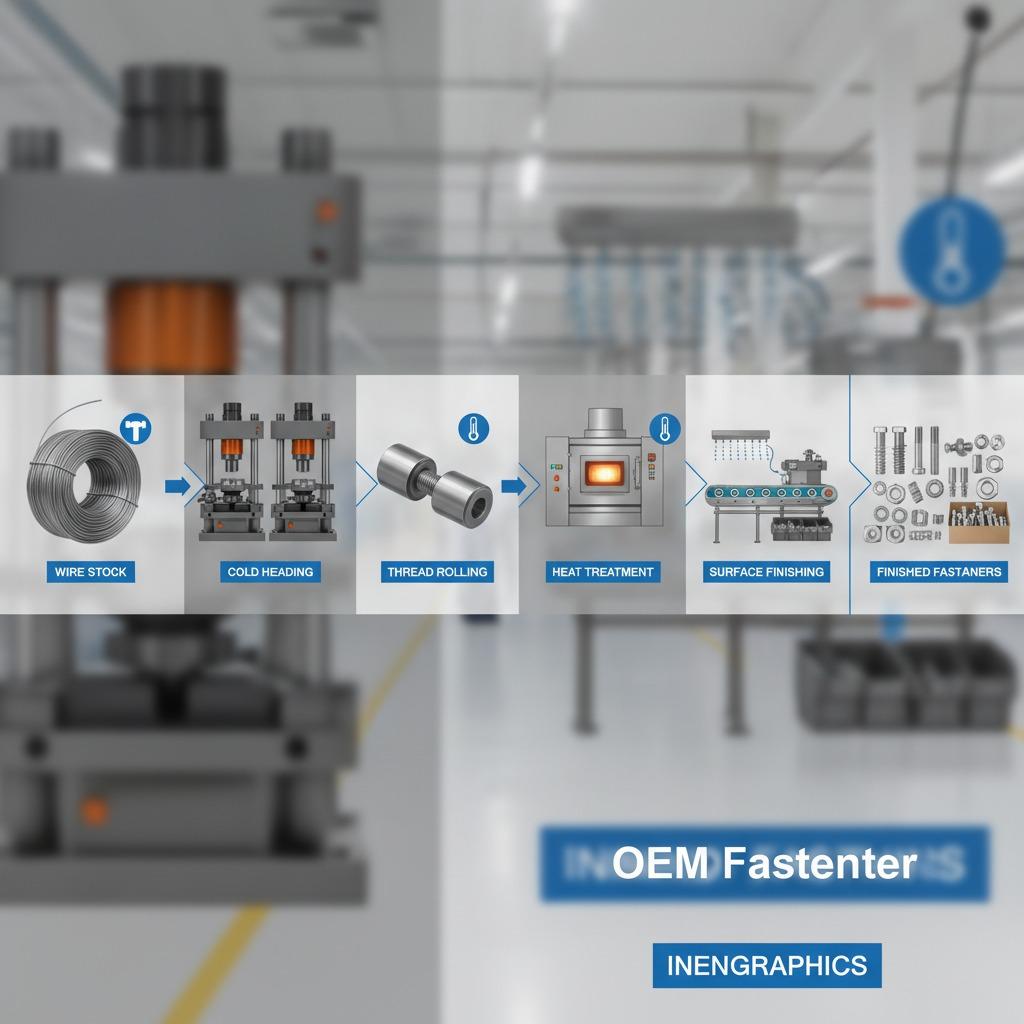
Большинство крепежных изделий, производимых производителями оригинального оборудования, изготавливаются из проволоки, прутков или заготовок. Выбор материала зависит от условий эксплуатации и требуемых механических характеристик. К распространенным группам относятся углеродистая сталь, нержавеющая сталь и легированная сталь, хотя окончательный выбор всегда должен зависеть от области применения, а не от привычки. Прочный крепежный элемент из неподходящего материала все равно останется неподходящим крепежным элементом.
Первым физическим этапом обычно является формовка. В крупносерийном производстве широко используется холодная штамповка, поскольку она эффективно формирует головку и корпус, сохраняя при этом целостность материала. Для некоторых геометрических форм механическая обработка может быть предпочтительнее, особенно если конструкция требует нестандартной длины, специальной резьбы или более жесткого контроля над нестандартными элементами. Это один из тех практических компромиссов, о которых покупателям следует спрашивать на раннем этапе, а не после утверждения чертежей.
Нарезание резьбы, термообработка и финишная обработка.
После придания основной формы нарезается резьба методом прокатки или нарезания. Накатка резьбы широко используется при производстве крепежных изделий, поскольку улучшает качество поверхности и во многих случаях обеспечивает более прочные корни резьбы, чем нарезанная резьба. Нарезание резьбы остается полезным для небольших партий или деталей, которые трудно прокатывать.
Для многих стальных крепежных изделий следующим этапом является термообработка. Этот этап изменяет твердость и прочность, но также сопряжен с рисками, если процесс не контролируется должным образом. Переупрочнение может сделать деталь хрупкой; недообработка может сделать ее слишком мягкой для нагрузки. Покупателям не нужно указывать настройки печи, но они должны понимать, что термообработка — это не просто косметический этап. Она имеет решающее значение для поведения крепежного изделия в процессе эксплуатации.
Обработка поверхности является заключительным этапом во многих процессах производства крепежных изделий для OEM-производителей. Для улучшения коррозионной стойкости, внешнего вида или характеристик при установке могут использоваться гальванические покрытия, пассивация или другие виды обработки. Покрытие должно быть совместимо с основанием и конечным назначением. Например, покрытие, хорошо себя зарекомендовавшее при хранении, может создавать проблемы с трением во время автоматизированной сборки, если оно выбрано ненадлежащим образом.
Краткая справочная информация: на что влияет каждый этап
Выбор материала влияет на прочность, коррозионную стойкость и стоимость.
Метод формования влияет на геометрию, производительность и воспроизводимость.
Резьба влияет на качество зацепления и стабильность установки.
Термическая обработка влияет на механические свойства и долговечность.
Отделка влияет на коррозионную стойкость, трение и внешний вид.
Такой простой анализ помогает командам определить, на чем следует сосредоточить внимание при проверке. Зачастую наиболее важным вопросом является не номинальный размер на отпечатке, а то, может ли технологический процесс поставщика поддерживать этот размер и набор свойств в разных производственных партиях.
Критерии выбора, которые покупатели не должны пропускать.
Качественный анализ процесса закупки начинается с чертежа, а затем переходит к условиям эксплуатации. Будет ли крепежный элемент подвергаться вибрации, влаге, воздействию химических веществ, перепадам температур или многократной разборке? Будет ли он устанавливаться вручную или с помощью автоматизированного инструмента? Эти условия влияют на правильное сочетание материала, типа резьбы и отделки.
Также полезно поинтересоваться, как поставщик контролирует поступление материалов, контроль качества на всех этапах производства и окончательную проверку. Точные методы испытаний различаются в зависимости от программы, но принцип прост: поставщик крепежных изделий должен уметь объяснить, как проверяются детали на соответствие размерам и механическим характеристикам, не превращая ответ в расплывчатые заверения.
Важно помнить об одном практическом соображении: не следует предполагать, что самый дешевый технологический процесс обязательно будет самым выгодным. Деталь, которая выглядит экономичной на бумаге, может стать дорогой, если это приведет к износу инструмента, доработке сборки или повреждению покрытия.
Распространенные ошибки при закупке крепежных изделий у производителей оригинального оборудования (OEM).
Часто встречается ошибка, когда указываются только основные размеры, а технология изготовления игнорируется. Другая ошибка – изменение требований к отделке на поздних этапах проекта, после утверждения прототипа, когда новое покрытие влияет на трение или внешний вид. Кроме того, иногда команды сравнивают поставщиков, как если бы все крепежные элементы были взаимозаменяемыми, тогда как в действительности одна и та же номинальная деталь может быть изготовлена совершенно разными методами.
Более разумный подход — рассматривать процесс как часть спецификации. Это не означает чрезмерного усложнения чертежа. Это означает выяснение у поставщика, как будет изготовлена деталь и соответствует ли этот способ ее предполагаемому применению.
Часто задаваемые вопросы
Всегда ли крепеж, изготовленный методом холодной штамповки, лучше, чем изготовленный механическим способом?
Не всегда. Холодная штамповка эффективна для больших объемов и многих стандартных форм, но механическая обработка может быть лучшим выбором для специальных элементов, меньших объемов или геометрии, которую трудно отформовать чисто.
Почему качество отделки имеет такое большое значение?
Поскольку покрытие влияет не только на коррозионную стойкость. Оно также может изменять характеристики крутящего момента, ощущения при установке и внешний вид в долгосрочной перспективе.
Что мне следует спросить у поставщика крепежных изделий в первую очередь?
Начните с материала, метода формовки, метода нарезания резьбы, термообработки и отделки. Эти пять пунктов раскрывают большую часть информации, необходимой для понимания качества и пригодности изделия для использования по назначению.
Следующий шаг для команд по закупкам и проектированию.
При сравнении поставщиков попросите каждого из них составить схему своего производственного процесса в соответствии с вашим чертежом и условиями конечного использования. Такой разговор быстро позволит отличить проверенных поставщиков от партнеров, которые понимают, для чего нужна деталь на практике. Лучшее решение о выборе поставщика обычно принимается не на основе самой красивой брошюры, а на основе наиболее четкого соответствия производственному процессу.