Why precast lifting hardware deserves more scrutiny than it usually gets
Precast lifting hardware is one of those parts that rarely gets attention until something is wrong. On a busy plant floor or at a jobsite, it is easy to think of lifting anchors, couplers, hooks, and related hardware as routine accessories. They are not. These components sit at the center of how a precast element moves from casting bed to storage yard, onto a trailer, and eventually into final placement. If the lift is mishandled, the consequences can range from damaged product and schedule slips to serious safety incidents.
For engineers, sourcing managers, and production teams, the real question is not whether the hardware is “strong enough” in the abstract. It is whether the lifting system is appropriate for the specific precast unit, the handling method, and the site conditions that will shape every move. That is the decision this article is meant to support.
What precast lifting hardware has to do well
In simple terms, precast lifting hardware must transfer load from the concrete element to the lifting device without creating local failure, unwanted cracking, or awkward rigging geometry. That sounds straightforward, but the actual working environment is less forgiving. A panel may be lifted early in its lifecycle, when concrete strength is still developing. A beam may be rotated in a way that shifts load paths mid-lift. A unit may be stored, transported, and reset more than once before installation.
That is why the hardware has to be selected as part of the whole handling system, not as a standalone item. The anchor, insert, lifting loop, clutch, and spreader arrangement all matter. So do edge distances, embedment depth, concrete strength at release, and the expected direction of load.
Common hardware types and where they fit
Different precast products call for different lifting approaches. There is no single universal solution, despite how often people hope there is.
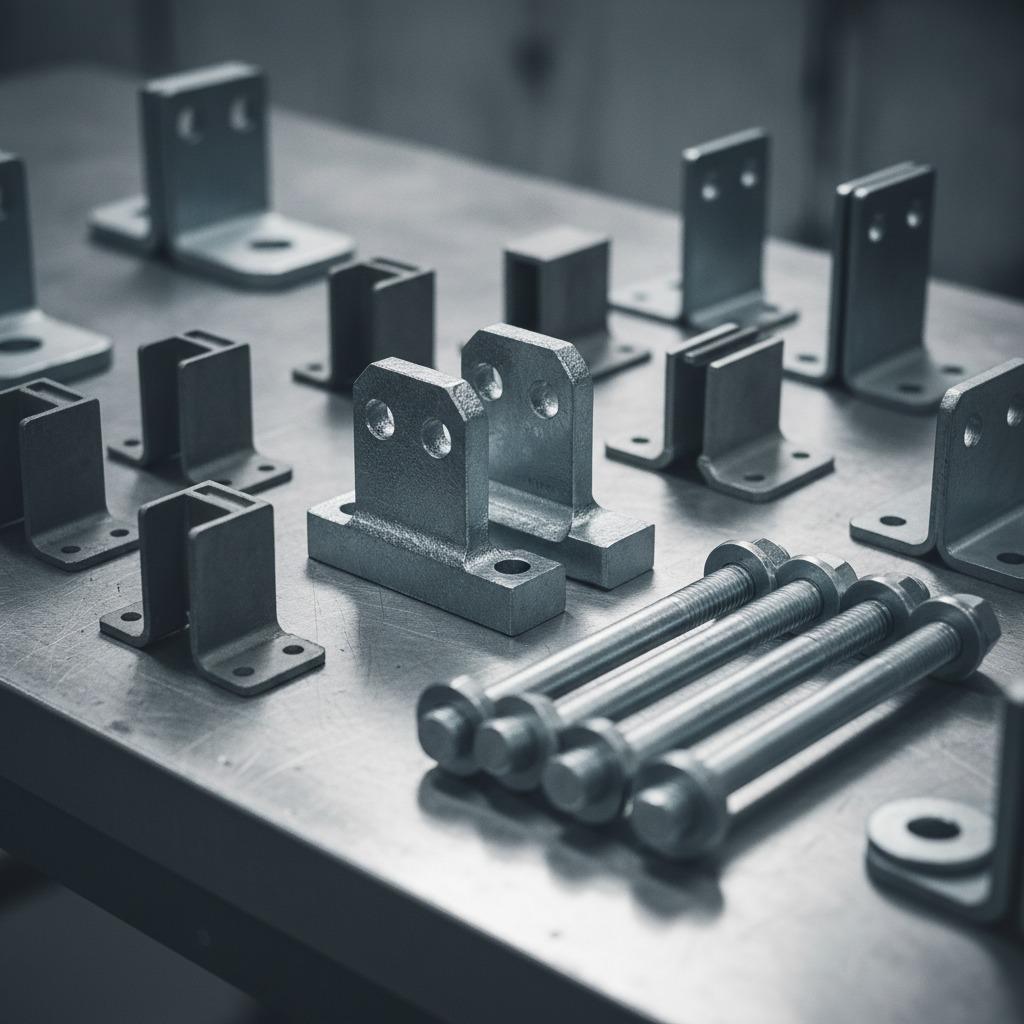
Cast-in lifting anchors and inserts
These are embedded during casting and remain part of the finished element. They are widely used because they create a predictable lifting point and can be integrated into the formwork process. The catch is that they require disciplined placement and good quality control. Mislocation by even a small amount can complicate rigging later.
Lifting loops and heads
Loops are common where a temporary lifting point is needed and the system is designed for repeated engagement and release. They are useful, but they demand compatibility between the loop and the clutch or lifting device. Mixing components from different systems without checking fit is a shortcut that tends to cause headaches.
Clutches, swivels, and related rigging hardware
These components help connect the crane or hoist to the embedded anchor. Swiveling hardware can reduce awkward side loading, while clutches may speed up handling. Even so, the convenience should never override load-path considerations. A faster lift is not a safer lift if the geometry is poor.
Selection criteria that actually matter on the floor
The first filter is load rating, but it should not be the only one. Buyers often start there, then stop too early.
A better review includes the element’s weight, lifting angle, center of gravity, expected dynamic loads during movement, and whether the lift will be vertical, tilted, or rotated. Precast units with thin sections, openings, or asymmetrical mass distribution often need more careful planning than the shop drawing suggests at first glance.
Material compatibility matters too. Hardware must work with the concrete mix design, curing schedule, and embedment method used by the plant. If a team routinely casts high-density or heavily reinforced products, the margins for error narrow. That is where the practical caution comes in: don’t assume a familiar anchor is suitable just because it has worked on a previous project with a different geometry.
Where problems usually start
Most lifting issues trace back to a short list of familiar mistakes. The hardware may be installed off position. The wrong component may be selected for the load direction. The crew may use a rigging setup that introduces side loading the system was not meant to absorb. Or the concrete may be moved before it has developed the required strength for lifting.
Another common issue is inconsistent documentation. If plant personnel, rigging contractors, and site crews are not working from the same lifting plan, the odds of a mismatch rise quickly. In precast work, assumptions become expensive.
Practical advice for buyers and production teams
If you are sourcing precast lifting hardware, ask for more than catalog descriptions. You want clarity on intended use, compatible lifting accessories, installation requirements, and any limitations around load direction or reusability. If the hardware is part of a broader lifting system, verify that the components are designed to work together, not just individually.
For production teams, the most useful habit is to treat hardware placement as a controlled process. Confirm embed locations before pour, verify orientation, and keep a clear record of which components were installed in which element. That record can save a lot of time when a unit returns to the yard for repositioning or when a question comes up during installation.
Frequently overlooked detail: the lift is only one part of handling
A precast unit may survive the initial pick and still be vulnerable during rotation, transport, or setdown. That is why engineering teams should look beyond the first lift and think through the full handling path. A component that is acceptable for a vertical pick may not be suitable for a tilt-up operation or for repeated rehandling.
That broader view helps explain why precast lifting hardware is not just a procurement line item. It is part of the product’s manufacturing logic.
What to do next
If you are evaluating precast lifting hardware for a new product, a revised panel design, or a plant-wide standardization effort, start with the lifting conditions, not the catalog. Define the load, the geometry, the handling sequence, and the crew workflow first. Then match the hardware to that reality.
That approach takes a little more time up front, but it usually prevents the kind of field problems that are costly, visible, and entirely avoidable.